



All about printing papers …..3
All about printing
papers ….. –3–
papers ….. –3–
Written by: N.R. Jayaraman
Properties of paper
Some of the most important parameters that determine the good quality of paper are:
The thickness and weight of the paper (GSM)
The expanded term of GSM is Grams per Square Meter which refers to the measurement of quantum of fiber density which in turn determines the thickness and weight of the paper. The thickness in turn reflects on the cost paid by the customer for the paper procured as the paper is supplied against total weight. The retailers in turn supply part of them even on counts like one ream (500 sheets) or few reams of so and so weight paper, again fixing up the cost per ream based on the weight of paper as the allowance of variation up to 1-2 % per ream weight is accepted.
Besides cost factor the thickness plays an important role. Heavier or thinner fiber formation determines the thickness which plays an important role in quality of reproduction and appearance of the print material on the paper. Higher the value expressed in terms of GSM, higher will be the thickness of the paper. While the thickness of the paper is tested by a micrometer, the GSM is arrived by weighing one square meter of any thickness of paper to work out the paper lot weight either in reams or reels of specific size and cost worked out. However since the weight and thickness are interlinked, per ream or per 1000 sheets of a specific size paper will have variation per every ream by ± few grams within acceptable limits as permitted internationally due to the manufacturing process.
Tearing resistance
Tear resistance is another important physical property of paper which is taken into account while manufacturing paper similar to bond papers, cover papers and wrapping papers. Tearing resistance depends on the extent of fiber refining, bonding of internal fibers, the length and strength of each fibbers etc. However the most important one amongst these are the fiber length and fiber bonding since longer the fiber, higher will be the tear strength because it is able to distribute the stress over the entire surface of the laid out paper. This aspect is very important especially for the papers meant for printing Bank Notes and Currencies. It is measured in both machine direction (MD) & cross direction (CD) and expressed in values of mN which is mili Newton.
What is tear resistance? It resistance indicates the ability of the paper to withstand tearing force of the paper while handling, that is how fast it can be torn in either direction – machine or cross direction. Machine direction means the direction of the paper web which is running on the machine during paper making. On the other hand Cross direction means the direction which is perpendicular to the paper sheet that is running on the machine during paper making. The tear resistance test demonstrate whether the paper will get easily torn or strong enough to withstand the wear and tear during various acts of usages. Tear resistance also influences the folding process. The paper with less tear resistance is considered to be a weak paper. ISO 1974:2012 specifies a method for determining the (out-of-plane) tear resistance of paper and the most commonly used apparatus to test this factor is Elmendorf Tearing Resistance tester.
Folding strength
Folding endurance or double fold test is done to determine the durability of paper when repeatedly folded under constant load. The test will reveal at what point the paper begins to tear or break. Every paper sample is subjected to the folding endurance test with various kinds of testing equipments. The basic testing pattern is that the paper sample will be double folded and unfolded several times in a specific equipment many times till it begins to tear under standard conditions. This test is important for frequently handled documents such as Currencies and Bank notes, Maps, Archival documents etc. Folding test is also an indicator for aging and durability properties of paper. The folding endurance test carried out in standardized conditions is defined in terms of : F = log10 d , where F is the folding endurance and d the number of double folds. The general standards adapted for the said factor is ISO 5626: Paper – Determination of folding endurance and or TAPPI Test Method T 511 and T 423.
Bursting strength
This is another important property for paper. This test is done to determine the strength of paper especially for cardboard and corrugated boards. The bursting strength test is one of the oldest and most widely used criteria for determining the strength of paper. Bursting strength tells how much pressure paper can tolerate before getting ruptured. Maximum hydro static pressure required to rupture the paper sample is revealed by this test. The pressure to rupture test is done on an special apparatus by constantly increasing the pressure applied through a rubber diaphragm. In other words the bursting strength of paper is principally the combination of tensile strength and stretch factor. The bursting strength depends upon the fibers present in the sheet, manner in which the fibbers are processed including the degree of beating and refining and the additives added with the pulp during manufacturing of paper. The bursting strength of the paper is directly proportional to GSM and expressed in the units of Pascal (Pa) or Kilo pascal (kPa).
Opacity
The degree to which light is not allowed to travel through a substance is called the opacity of the substance. The same applies to paper too. If the opacity of the paper is more it will cause see through i.e showing the front side printed matter on the back side of the paper.
The opacity of the paper depends on the extent of fibber content, degree of bleaching of the fibers, and the kind of coating etc. The thickness of the paper also influences the opacity. Remember that the thickness of paper alone is not sufficient to increase the opacity because sometimes even the thinner paper will have more opacity than the thicker paper because of the fiber and filler contents. Opacity in simple term is a measure of a material’s ability to obstruct the passage of light. Sufficient opacity is important to prevent printed text from showing through in a harmful manner on the reverse side of a paper thereby marring the appearance of the print quality. Opacity is measured as the percentage of light absorbed by a sheet of paper. The procedural standards are explained in ISO 2471 and TAPPI T425.
Porosity
Porosity of the paper will reveal the penetration level of the ink or oil on its surface. Since paper surface is distributed with randomly spread fibers, the paper structure will have varying degree of tiny air passages which in technical term is called porosity and this is the property that governs the penetration of the ink or oil on its surface. During paper manufacturing process increased level of fiber refining causes the fibers to bind together closely increasing the density of the fiber and reduce the air passages in between the fibbers. Not only the fiber content but also the surface sizing and coating material contribute to the level of porosity. Each printing process require specific variety of paper along with suitable ink matching with the properties of the paper. Paper with high porosity increases ink absorbency even leading to ‘see through’ problem. At the same time paper with low porosity will increase the risk of smudging or set off during printing processes. Porosity of paper is expressed in values of mls/ min i.e. the length of time it takes for a quantity of air to pass through the paper sample, or the rate of the passage of air through a sample using specified type of Densitometers. This test is done as per ISO 5636-3 depending upon the need. Generally testing apparatus called Bendsten tester is used.
Smoothness
The surface smoothness of the paper is another important property for paper as the flow characteristics of the printed ink is influenced by the absorbency factor of the surface smoothness. The smoothness is expressed in values of kPa. Most of the papers like Poster paper are glazed to give smooth surface on the print side. So also the paper required for the Laser printers which need smoother surface to give good results. Depending upon the process in which the paper is used, the right type of ink will have to be selected to ensure that the ink remains firmly bonded over the surface of the paper. Prints on smoother surface paper has better clarity and visual appearance to the eyes compared to the prints on a rough surfaced paper. This is also generally measured as per ISO 5627 by Bendsten or Sheffield or Gurley smoothness tester apparatus.
Brightness
The brightness of the sheet of paper is the measurement of light it reflects back from its surface and expressed as ‘Lab’* from a scale. Brightness does not imply pure white in colour, but only expresses the quantum of light that is reflected back from the spectrum of colours from the surface of the paper. The brightness of a piece of paper is typically expressed on a scale of 1 to 100, with 100 being the brightest. It is governed by ISO 2469 standards for Paper, board and pulps or by TAPPI standards. Most papers reflect 60-90% of light. The reflected light influences the appearance of the print and readability of texts besides the perception of shade of ink, the contrast between light and dark hues etc. The value is expressed in the term of CIE Lab model (CIE L*, a*, b*). *Lab means L – Measure of luminescence and varies from 100 for perfect white to 0 for perfect black. a – Redness to Green hues. b – Yellowness to Blue hues.
Surface strength ( for fluff/ debris)
The surface strength of the paper is generally measured by the Dennison wax pick test by which the pick resistance of papers (Fibbers) is measured. By this test the extent to which a paper can withstand a force applied at right angles to its surface (such as that generated by a sticky ink film during printing) without rupturing, or picking the fibbers can be measured to determine the surface strength of paper. The paper may generally have impurities or dirt specks or contraries embedded over its surface which comes out during printing with tacky ink and stick to the blanket or the plate to cause voids in print as the dirt or specks stuck on such surfaces refuse to accept the ink. Such unwanted foreign particles such as bark, undigested wood (sheaves), pitch, rust, plastic, slime etc called in technical term Fluff/Lint may not be visible to the naked eye and comes out only during pressure between two bodies. Sometimes even the floating fibbers may not have remained well bound with the surface of the paper and gets peeled off during machine run. Pick resistance is enhanced by increased internal bond strength of the fibbers or increased level of fiber refining increased surface sizing etc during paper manufacturing process. Thus the surface strength testing is very important for certain variety of coated or calendared paper for use on Wet Offset and Letterpress process. The value of surface strength is indicated by the Wax Pick No. There is also a small table top machine with a blanket and available for testing the fluff content on paper. Some of the trusted labs have this machine by which the high fluff/ debris prone paper can be easily identified.
Recycling of waste paper
Some of the most important properties which determines the good quality of paper are:
Quote:-
In India more than 550 mills make use of waste paper as the main raw material for making paper, paperboard and for production of newsprint. Waste paper is collected indigenously and also imported. In this country, every year around three million tonnes of waste paper is recovered, which is only about 20% of the total. When we compare this with other countries, the amount is comparatively very low. For instance, developed countries like Germany recovers 73% waste paper, Sweden 69%, Japan 60%, USA 49% etc. Why do we need to recycle paper?
:- Unquote
Most of the paper mills manufacture virgin paper (pure pulp paper) from wood, linen, and cellulose fibbers, last few decades a part of recycled paper too have began to be added in the pulp made, since recycling of used paper as renewable resource has gained momentum which helps environmental protection and pollution control measures.
Recycling of printed and waste paper is the process of collecting and processing material that would otherwise be thrown away as trash or burnt. There are three categories of paper like wastage trimmings and other paper scrap from the paper manufacturing plants itself, unused and paper trimmings from the presses and finally the printed magazines, news papers and other discarded print material. The paper from these three main sources is pooled together and recycled pulp prepared. However in respect of printed papers, by engaging a process called de inking process, in which the printed inks, stains, and glue like material are removed by chemical process without affecting the fibbers on them. Recycling the paper process has many steps involved in them.
Recycled paper pulp prepared from the waste papers as collected from waste locations but they are used only for manufacturing corrugated boards, wrapping papers, and packing papers.
Vide article ‘Need for Waste Paper Recycling in India: How Can It Be Done’ dated January 15, 2015 the author Rumani Saikia Phukan (http://www.mapsofindia.com/my-india/society/need-for-waste-paper-recycling-in-india-how-can-it-be-done) states :
Quote:-
In India more than 550 mills make use of waste paper as the main raw material for making paper, paperboard and for production of newsprint. Waste paper is collected indigenously and also imported. In this country, every year around three million tonnes of waste paper is recovered, which is only about 20% of the total. When we compare this with other countries, the amount is comparatively very low. For instance, developed countries like Germany recovers 73% waste paper, Sweden 69%, Japan 60%, USA 49% etc. Why do we need to recycle paper?
:- Unquote
ISO standards for papers
In order to have uniformity, universally the paper sizes have been standardized. The paper sizes have been classified under ISO standards which is based on Metric system. Prior to introduction of ISO standards, the German standard for the paper sizes called DIN was in operation. However the ISO standard for the paper has not been accepted by few of the countries like USA, Mexico and Canada where different other standard for the sizes of paper is followed. The ISO was an offshoot of DIN.
Standardization of paper became necessary as the printing machineries and equipments used for reproduction on paper can be accordingly designed to accommodate the standard sizes of papers for printing. The other factors that influenced for standardization on paper sizes were:
- to standardise the printed books so that it will help in proper stacking and handling in cupboards
- standardise the use of envelopes for postal transmission
- standardise the record keeping files and for archival purposes
- non standard sizes of printed materials will not only occupy more space in storage but also make it difficult to handle from racks, cupboards and files mainly in Libraries and Archival storage rooms .
What is the concept of ISO ? The basic concept is that the width to height ratio of the paper will always remain equivalent to the square root of two (1.4142:1). The significant advantage of this system is its scaling: if a sheet with an aspect ratio of square root of is divided into two equal halves parallel to its shortest sides, then the subsequent halves will again have an aspect ratio of square root of two only. This scaling plays an important role in reproduction of the printed material from one size to the other without allowing the symmetry to be lost while reducing or enlarging the print material to accommodate in the bigger or smaller sizes of paper.
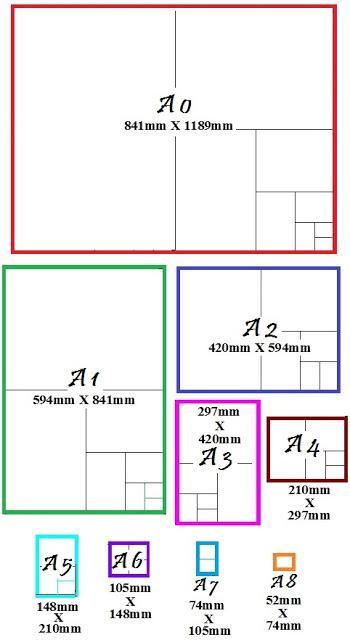
The international paper sizes are categorised in three series namely A, B and C. Every part of them are termed as A, B and C with their subdivisions as A‘n’, B‘n’, and C‘n’, the ‘n’ in each of the subdivisions. When the full sized sheet of the specific series is divided into two halves, each halves will have exactly same proportion of area in size compared to the full sheet.
For example when A0 paper which is the biggest in A series which is standardized as one square meter in area (841 mm x 1189 mm) is cut into two equal parts (cut in the side parallel to the shorter side) each halved paper becomes A1 in size each halve having exactly equivalent area. That means when the A series of paper is cut into two halves, you get two perfect, identical pieces of the paper equivalent to the size of the full sheet which was cut. Similarly when A1 is further divided into two equal halves, it becomes A2 and so on till A 5 is reached which is the end in series A paper.
If we have to express it in simple term, it can be expressed that even though the dimensions of the two sheets halved will be different in size than the original sheet from which they were cut, the proportion of their length and width will be always remain constant i.e the ratio between the height and width of a sheet will always be the square root of 2 i.e 1.414 (1189 ÷ 841 = 1.414). The main advantage of this system is that whenever you decide to make copies by enlarging or reducing the original contents of the material including images, text etc they can be reproduced on bigger or smaller sized sheets without losing their symmetry as maintained in the original size sheet.
The ISO system of paper sizes exploit these properties of the aspect ratio and applies to the three series of paper as advocated in ISO standard. What are A, B and C series of paper?
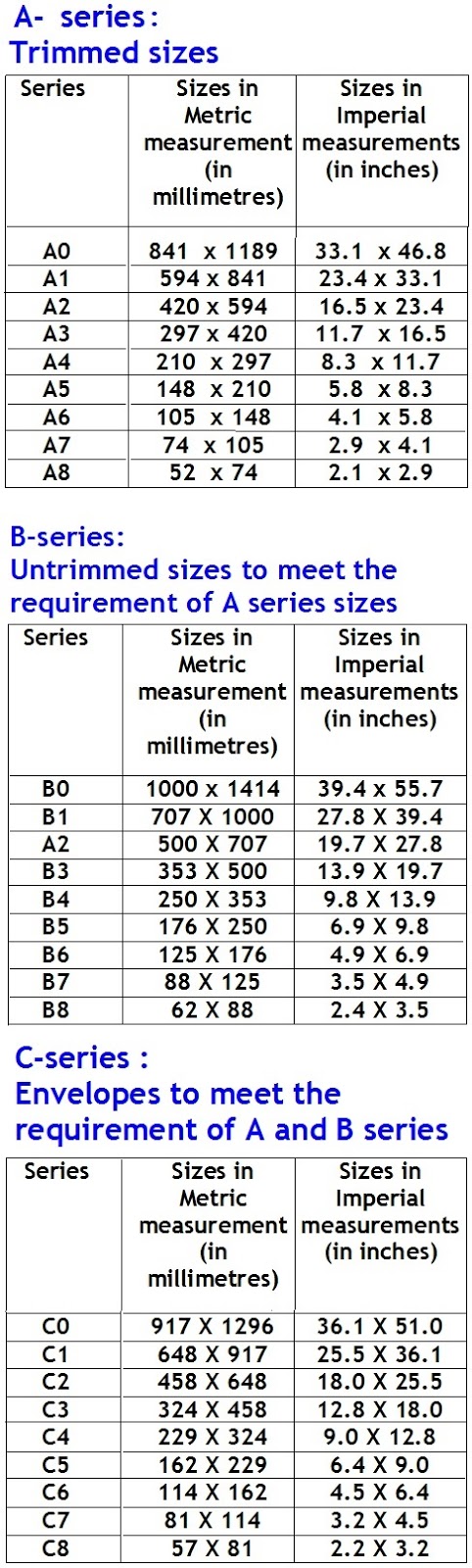
The three ISO standards that govern the paper sizes are classified as ISO 216, ISO 217 and ISO 269 all of which have the same aspect ratio, 1:√2, at least to within the rounding off to whole numbers of millimeters.
While A series of paper is trimmed size, the B series papers are slightly bigger than A series paper. It is needed in certain cases of reproduction where the images are to touch the edges (bleed off) and after printing, when the sheets are trimmed it comes down to the exact A series size. The ISO standard applicable for trimmed paper- A series- is ISO 216.
Certain jobs may require printing to be done up to the last edges on sheets and therefore to provide margin for the grippers on the machines during printing and to provide enough margin for bleed off images till the edges extra small margin will be required. This allows printed images remain up to the edges of the books/ magazines/ sheets even after after they are trimmed to required size. Ultimately the print material will be cut to match the A format.
ISO 217 specifies a primary range and a supplementary range of untrimmed sizes of paper in B series. The untrimmed sizes are RA and SRA which are trimmed to the ISO-A series of sizes. It also specifies the method for the indication of the machine direction for trimmed sheets. RA (Raw format of A) size which is 105 % of A series paper and SRA (Supplementary Raw format of A) which is 115 % of A series paper are untrimmed sizes of paper to achieve ultimate requirement of A series papers.
The C series sizes are to accommodate the standard sizes of envelopes of A and B series of paper. This is also based on the square root 2 aspect ratio. ISO 269 defines several standard envelope sizes, which are designed for use with ISO 216 standard paper sizes.
All ISO 216, ISO 217 and ISO 269 paper sizes have the same aspect ratio i.e 1:√2, at least to within the rounding to whole numbers of millimeters. This ratio has the unique property that when cut or folded in half width wise, the halves also have the same aspect ratio. Each ISO paper size is one half of the area of the next larger size.
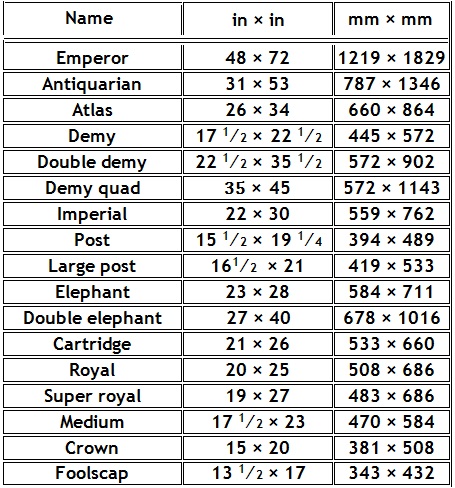
Standard sizes of papers
Comparison with papers
of other countries
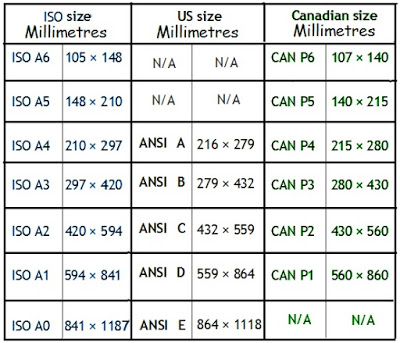
Standard sizes of other papers
used in certain countries (Imperial size)
used in certain countries (Imperial size)
………..Read next, the disastrous effect of recycled paper – An interesting case study



Recent Comments